
今天小编给大家介绍一下关于封头的工艺,这些在外面的厂家是不会轻易写到网上的,但是我感觉只有更好的分享出来,有正确的大家借鉴,不好的也希望大家指出来共同进步。
由于零件毛坯无夹持位置,首先要解决夹持问题。在不损坏零件的情况下,尽量增大夹持力,保证加工安全可靠。
根据图样所示零件形状,设计制作出了三种配套夹持模具:第一套(见图2)解决内孔圆球表面的加工问题,将不通孔球壳外表面圆球加工成形后,再装入夹持模具中,然后模具以螺纹联接固定并夹紧工件进行内圆球面加工。第二套(见图3)为通孔的球壳体加工夹持模具,先加工内圆球表面,再将加工好内孔的零件放入第二套夹持模具中固定夹紧后,进行外表面切削加工。第三套(见图4)是为了解决批量生产的问题,将毛坯件装入该夹具后,加工不通孔球壳,无需重新找正对刀;加工通孔球壳内表面同样是将毛坯件装入第二套夹具后加工,也不需重新找正对刀,极大地提高了加工效率,且保证了加工精度。
夹具1材料为45圆钢,车到φ60mm,一端加工成M60×1.5mm的细牙外螺纹,螺纹长度为19.5mm,螺纹前端留3.5mm光面,直径为φ58.4mm,便于装夹时和夹具1-2配合夹紧不通孔球壳。
按图样不通孔球壳零件外形尺寸SR26mm加工出夹具内圆(夹具1-1),表面粗糙度值Ra=3.2μm。
夹具1-2为夹紧螺帽,一端做成φ51.4mm的孔,长度为6mm;另一端做成M60×1.5mm细牙内螺纹,长度为20mm,退刀槽宽度为2mm
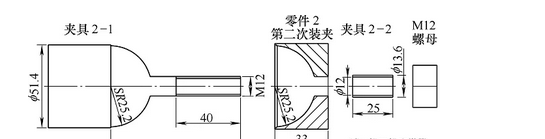
夹具2材料为45圆钢,车到φ51.4mm,按图样通孔球壳零件内圆尺寸加工出夹具外圆,前端留56mm加工成φ12mm的圆柱,顶端加工成M10外螺纹,螺纹长度为40mm(夹具2-1)。
车削外圆为φ13.6mm、内孔为φ12mm、长度为23mm的圆套(夹具2-2)。
车削台阶开口套,以便于夹紧零件和批量加工时定位。
1:客户根据自己产品规格提供所需产品的详细资料
2:我厂找专门的技术人员根据您的描述给给您做出图纸以及细节说明,并且会给出相应的报价。
3:双方友好协商,然后签订合同,根据客户订货量可以商议付款方式。
4:我厂按照合同规格给贵公司做好产品,并且按时发货。
5:货物到以后,我厂会有专门人员给予安装指导,直至安装完毕。
6:定期售后维护,并指导后期维护方式方法,让客户产品用的安心,用的放心。
文章来源:浙江晟益封头 服务热线:13968809999
不锈钢封头是一种用来封堵不锈钢管道的产品。是管道到头了之后或者在一段圆管的两头焊上两个封头做容器用的一种产品。与之类似的产品有盲板、管帽、堵头等。不锈钢封头的其他
形式也多种多样,通常从以下几个方面进行分类。 压力容器一般是由板材经成形加工并焊接成能接受内外压力的密闭性结构。由于应用极为广泛。 1按工艺用途分类 ①反应压力容器。用
这是因为不同的使用环境对于封头有不同的要求而我正是为了满足封头的使用环境的要求才购买特定的封头的这样我重视使用环境就是应当的但是实际之中我还需要重视另外的一种环境
椭圆封头是归属于高压容器中加热炉构件的这种,一般是在高压容器的两边应用的,椭圆封头的制做、检查与大伙儿一起共享。
形式也多种多样,通常从以下几个方面进行分类。 压力容器一般是由板材经成形加工并焊接成能接受内外压力的密闭性结构。由于应用极为广泛。 1按工艺用途分类 ①反应压力容器。用
无需投入高贵的模具费用,对于非标形状,非标尺寸的封头制作不会受到限制,制作利息相对较低,旋压过程可以灵活多变,对于具有开裂倾向的资料掌握性比较大。此外,旋压成形的
不锈钢并不是不会生锈的钢铁,只是很难生锈的钢铁,如果有人告诉你不锈钢不会生锈,那肯定是脑子进水了。 而在我们公司出去的不锈钢封头,因为是露空放置,对于那些放置时间比
常用的就是管道的终端了,不想再向前延伸了.就到这儿了,把管子的头上用封头给焊死了. 和封头作用一样的焊接堵头,作用接近的盲板,不过盲板属于可拆卸的产品.而封头和焊接堵头则不
使用上一般都是装有压力的容器,比如说气体、液体,使用上有一定的承载能力,使用上也需要有一定的密封性能,而且使用上非常容易出现爆炸或者燃烧起火的危害,所以使用上检查
要想保证封头的使用效果好,其中风头的完整性是很重要的但是使用封头的时候常会出现裂缝这是怎么回事呢,下面详细的介绍下具体的原因。 油罐封头很多行业中都有应用。凡冷成形
